1. Einleitung
The FLASHFORGE AD5X is an advanced multi-color FDM 3D printer designed for both hobbyists and professionals. It features an innovative Intelligent Filament System (IFS) for seamless multi-color printing, high-speed capabilities up to 600mm/s, and a robust Core XY structure for precise and stable operation. This manual provides essential information for setting up, operating, maintaining, and troubleshooting your AD5X 3D printer.

Figure 1.1: The FLASHFORGE AD5X 3D Printer with its multi-color printing setup.
2. Sicherheitshinweise
Please read all safety warnings and instructions carefully before operating the printer to prevent injury or damage to the device.
- Elektrische Sicherheit: Stellen Sie sicher, dass der Drucker an eine geerdete Steckdose angeschlossen ist. Bedienen Sie ihn nicht mit nassen Händen oder in feuchter Umgebung.amp Bedingungen.
- Heiße Oberflächen: The nozzle and build plate reach high temperatures during operation. Avoid direct contact to prevent burns. Allow components to cool before handling.
- Bewegliche Teile: Keep hands, hair, and loose clothing clear of moving parts during operation to prevent entanglement.
- Belüftung: Betreiben Sie den Drucker in einem gut belüfteten Bereich, insbesondere beim Drucken mit Materialien, die Dämpfe abgeben können.
- Filamenthandhabung: Use caution when loading and unloading filament, as the extruder can be hot.
- Kinder und Haustiere: Keep the printer out of reach of children and pets. Adult supervision is required if children are present.
3. Packungsinhalt
Bitte überprüfen Sie, ob alle unten aufgeführten Artikel in Ihrem Paket enthalten sind:
- AD5X 3D Printer (x1)
- Filament 10g (x4)
- Netzkabel (x1)
- IFS Connection Cable (x1)
- 4-Color Module (IFS) (x1)
- Spool Holder (x4)
- 4-in-1 Guide Tube (x1)
- Montageplatte (x1)
- Schraube M3x6 (x4)
- After-sales Service Card (x1)
- Kurzanleitung (x1)
- Display Screen (x1)
- Grease (x1)
- Kabelklemme (x1)
- Glue (x1)
- Inbusschlüssel (x3)
- Diagonal Pliers (x1)
- Unclogging Pin Tool (x1)
- Phillips Screwdriver (x1)

Figure 3.1: Visual representation of the AD5X packing list.
4. Installationsanleitung
4.1 Auspacken und Aufstellen
Carefully remove the printer from its packaging. Place the printer on a stable, level surface in a well-ventilated area, away from direct sunlight, heat sources, or excessive dust.
4.2 Initial Power-On and Screen Setup
Connect the power cord to the printer and a suitable power outlet. Turn on the printer using the power switch. Follow the on-screen instructions on the 4.3-inch touch LCD screen for initial setup, including language selection and network connection (Wi-Fi/Ethernet).
4.3 Intelligent Filament System (IFS) Installation
Attach the four spool holders to the designated mounting points on the printer. Connect the 4-Color Module (IFS) to the printer using the IFS Connection Cable. Guide the filament from each spool through the 4-in-1 Guide Tube to the IFS module.
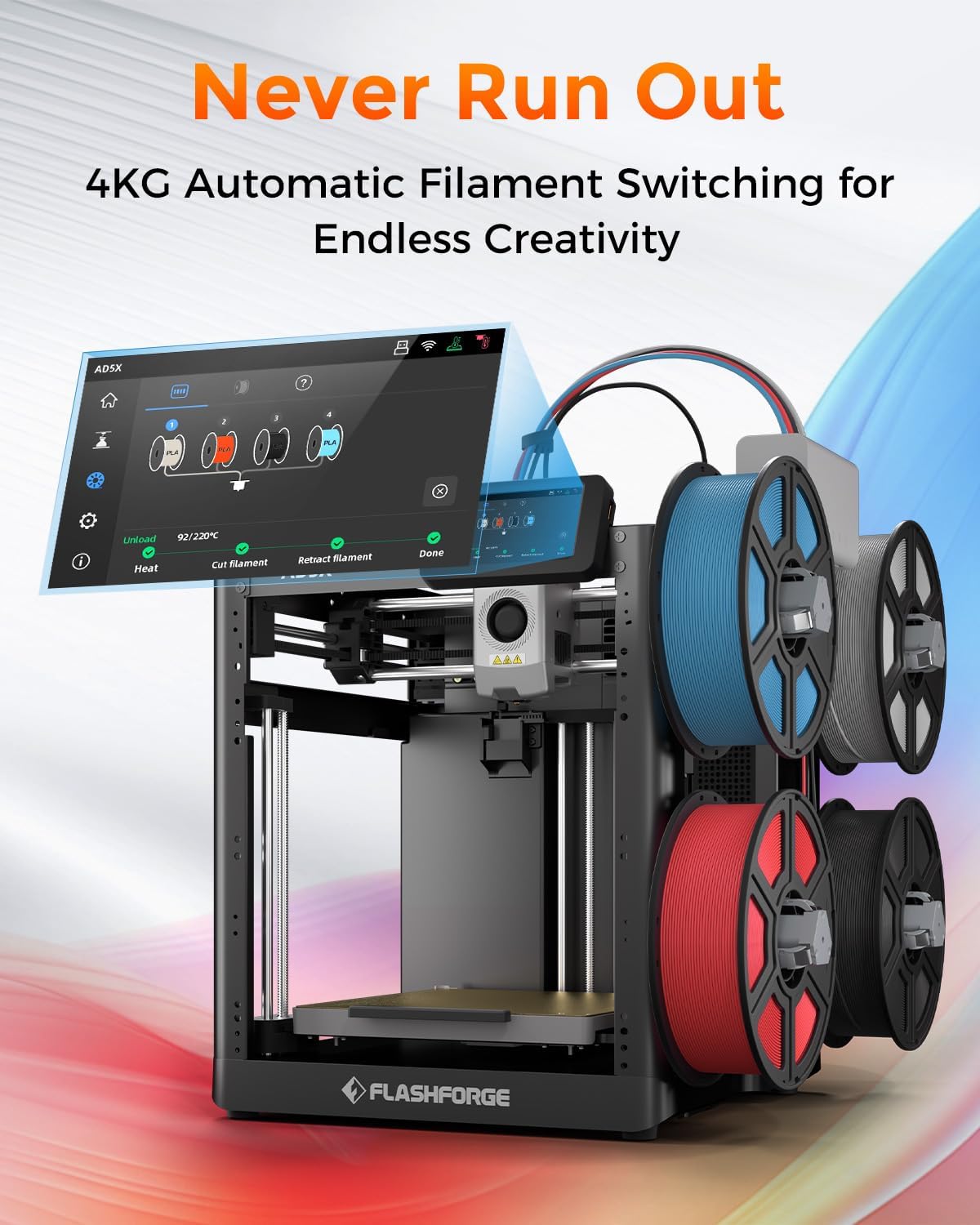
Figure 4.1: The AD5X's 4KG Automatic Filament Switching system.
4.4 Laden des Filaments
Ensure the printer is powered on. Select the filament loading option on the touch screen. Insert the end of the filament into the designated input port on the IFS module. The system will automatically detect and feed the filament into the extruder.
4.5 Automatische Nivellierung
The AD5X features a fully automatic leveling system. From the printer's touch screen, initiate the auto-leveling process. The printer will automatically probe the build plate at multiple points to ensure optimal bed adhesion and print quality. No manual adjustments are typically required.

Figure 4.2: Automatic leveling and Core XY structure for stable printing.
5. Bedienungsanleitung
5.1 Software-Overview (FlashPrint5)
The FLASHFORGE AD5X is compatible with FlashPrint5 slicing software (also compatible with Orca Slicer). Install FlashPrint5 on your computer. This software allows you to import 3D models, adjust print settings (layer height, infill, supports), and prepare the model for printing (slicing).
5.2 Starten eines Druckvorgangs
After slicing your model in FlashPrint5, you can transfer the print file to the printer via USB disk, Wi-Fi, or Ethernet. Select the desired file on the printer's touch screen and initiate the print. The printer will preheat the nozzle and build plate to the required temperatures before starting the print.
5.3 Mehrfarbendruck
The AD5X's multi-color printing capability allows for up to four colors simultaneously. In FlashPrint5, assign different colors to various parts of your model. The Intelligent Filament System will automatically manage filament switching during the print process, ensuring vibrant and intricate designs.

Figure 5.1: Key features: Precision, Speed, and Reliability of the AD5X.
5.4 Hochgeschwindigkeitsdruck
The AD5X boasts a maximum printing speed of 600mm/s and an acceleration of 20,000mm/s². This allows for significantly faster print times compared to conventional 3D printers, without compromising print quality. Ensure your model and slicing settings are optimized for high-speed printing.
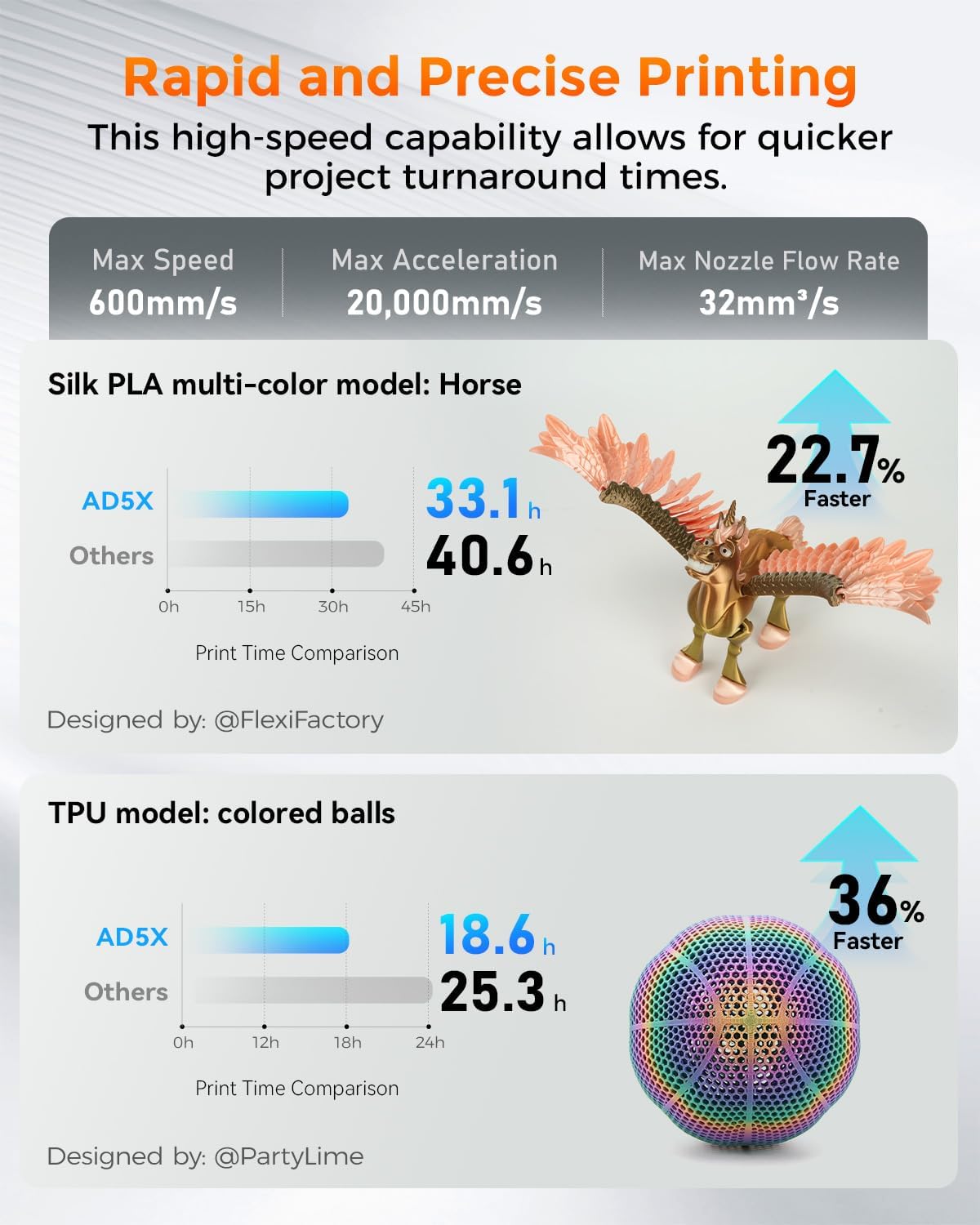
Figure 5.2: Print speed comparison demonstrating the AD5X's rapid printing capabilities.
5.5 Düsenwechsel
The AD5X features a quick-release nozzle design, allowing for easy and rapid nozzle changes. To replace the nozzle, ensure the printer is off and the nozzle has cooled. Gently press the release mechanism and pull the nozzle assembly out. Insert the new nozzle until it clicks into place. The printer comes with a 0.4mm nozzle (default) and supports optional 0.25mm, 0.6mm, and 0.8mm nozzles.

Figure 5.3: Quick-release nozzle system and available nozzle diameters.
5.6 Unterstützte Materialien
The AD5X supports a wide range of filament types, including:
- PLA (Polymilchsäure)
- PETG (Polyethylene Terephthalate Glycol)
- TPU (Thermoplastisches Polyurethan)
- PLA-CF (PLA Carbon Fiber)
- PETG-CF (PETG Carbon Fiber)
Always refer to the filament manufacturer's recommendations for optimal printing temperatures and settings.

Abbildung 5.4: Bspamples of prints using various supported filament types.
6. Wartung
6.1 Reinigungsverfahren
- Exterieur: Wipe the exterior surfaces of the printer with a soft, dry cloth. Avoid using abrasive cleaners or solvents.
- Bauplatte: After each print, remove any residual filament from the build plate. For stubborn residue, use a plastic scraper. The PEI flexible steel sheet provides strong adhesion and is easy to clean.
- Düse: Periodically clean any filament residue from the exterior of the nozzle using a brass brush (when cold) or a soft cloth (when warm, with caution).
6.2 Düsenpflege
To prevent clogs, ensure proper filament loading and unloading. If a clog occurs, use the provided unclogging pin tool to clear the nozzle. For severe clogs, the quick-release design allows for easy replacement of the nozzle assembly.
6.3 Allgemeine Pflege
- Schmierung: Apply a small amount of the provided grease to the Z-axis lead screws and smooth rods periodically to ensure smooth movement.
- Firmware-Updates: Check the FLASHFORGE official webWebsite für alle verfügbaren Firmware-Updates, um optimale Leistung und neue Funktionen zu gewährleisten.
- Lagerung: When not in use for extended periods, store the printer in a clean, dry environment.
7. Fehlerbehebung
This section addresses common issues you might encounter. For more detailed troubleshooting, refer to the official FLASHFORGE support resources.
| Problem | Mögliche Ursache | Lösung |
|---|---|---|
| Der Druck haftet nicht an der Bauplatte | Improper bed leveling, dirty build plate, incorrect bed temperature, first layer too high. | Run automatic leveling. Clean the build plate with isopropyl alcohol. Adjust bed temperature in slicing software. Ensure first layer height is correct. Use glue stick if necessary. |
| Filament wird nicht extrudiert / Düse verstopft | Nozzle clog, tangled filament, incorrect temperature, worn nozzle. | Use unclogging pin tool. Check filament path for tangles. Verify nozzle temperature. Replace nozzle if worn. |
| Grinding noise from extruder | Filament slipping, partial clog, foreign debris in gears. | Check for clogs. Ensure proper filament tension. Inspect extruder gears for debris. |
| Skipping layers / Poor print quality | Partial clog, inconsistent filament diameter, mechanical issues, incorrect slicing settings. | Clear any partial clogs. Use high-quality filament. Check for loose belts or screws. Review slicing settings (e.g., flow rate, retraction). |
| Drucker verbindet sich nicht mit dem WLAN | Incorrect password, out of range, network issues. | Double-check Wi-Fi password. Move printer closer to router. Restart router and printer. |
8. Spezifikationen
| Besonderheit | Detail |
|---|---|
| Modellnummer | AD5X |
| Technische Daten | 14.3 x 16.3 x 14.8 Zoll (363 x 413 x 376 mm) |
| Artikelgewicht | 24.3 Pfund (11 kg) |
| Volumen erstellen | 220 x 220 x 220 mm |
| Drucktechnologie | FDM (Fused Deposition Modeling) |
| Düsendurchmesser | 0.4mm (Default), Optional: 0.25mm, 0.6mm, 0.8mm |
| Maximale Düsentemperatur | 300°C |
| Max Bed Temperature | 110°C |
| Maximale Druckgeschwindigkeit | 600 mm/s |
| Max Beschleunigung | 20,000mm/s² |
| Filament System | Intelligent Filament System (IFS) for 4-color printing |
| Nivellierung | Fully Automatic Leveling |
| Bauplattenmaterial | PEI Flexible Steel Sheet |
| Konnektivität | USB Disk, Wi-Fi, Ethernet |
| Slicing-Software | FlashPrint5, Orca Slicer |
| Kompatible Betriebssysteme | Win XP/Vista/7/8/10, Mac OS, Linux |
| Material | All Metal Structure |
9. Garantie und Support
For warranty information and technical support, please refer to the After-sales Service Card included in your package or visit the official FLASHFORGE webBewahren Sie Ihren Kaufbeleg als Kaufnachweis für Garantieansprüche auf.





